Drążarka to otworów startowych AD703Z to maszyna sterowana ZNC.
Stół przesuwany jest ręcznie przez operatora. Drążenie (ruchy w osi Z) są sterowane CNC.
Jest to bardzo prosta maszyna w budowie i w obsłudze przez operatora.
Drążenie odbywa się za pomocą rurek miedzianych lub mosiężnych o średnicy od 0,3 do 3 mm.
Bardzo tania a przy tym bardzo dobra maszyna. Idealne uzupełnienie dla wycinarki drutowej w warsztacie.

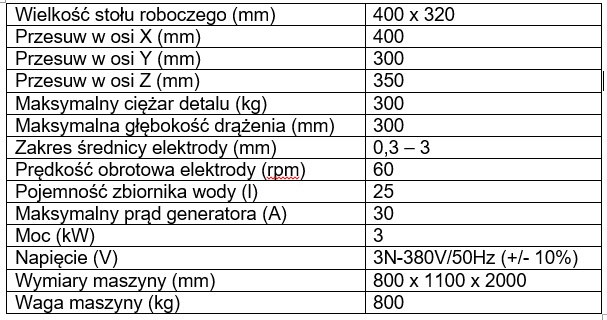
Obrabiarka jest przeznaczona do drążenia otworów o średnicy 0.3 – 3 mm przez stal nierdzewną, hartowaną stal, twarde stopy, miedź, aluminium jak również inne materiały przewodzące prąd. Jest to idealna maszyna uzupełniająca dla wycinarki drutowej.
Maksymalna głębokość drążenia 300:1. Najszybsza prędkość drążenia osiąga 600 mm/min. Otwory po drążeniu nie mają dobrej powierzchni ani nie zachowują wymiarów. Są przeznaczone tylko jako otwory startowe do wycinarek drutowych.
Do płukania należy stosować wodę destylowaną.
Istotą tej maszyny jest prostota budowy i obsługi połączona z dużą wydajnością drążenia.
Drążenie otworu w stali utwardzonej do ok. 56 HRC, grubość 30 mm, elektroda o średnicy 0,5 mm – czas około 120 sekund.
Pracę maszyny programujemy na panelu sterowania. Ustawiamy tam posuw w dół osi Z i podajemy natężenie prądu.
Włączamy pompę powodującą przepływ wody przez elektrodę, włączamy obrotowy ruch elektrody i na koniec włączamy drążenie.
Maszyna jest wyposażona w liniały pomiarowe. Odczyt z liniałów pojawia się na czytniku DRO w górnej części panelu sterowania. Możemy odczyt zerować, dzielić na połowę, zapamiętywać ustawienia punktu zerowego.
Pozycjonowanie odbywa się “na dotyk” elektrody z detalem. Tak w osiach X i Y jak i w osi Z. Po dotknięciu elektrody do detalu włącza się sygnał dźwiękowy.

Panel sterowania z opisem poszczególnych przełączników:
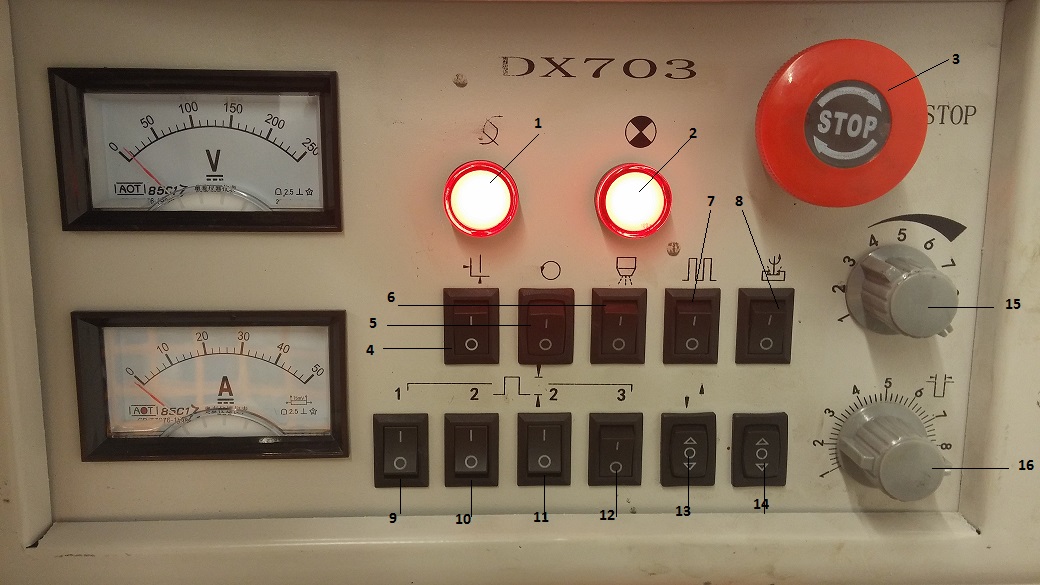
Opis elementów na panelu sterowania:
1. Kontrolka.
2. Kontrolka.
3. Włącznik/wyłącznik sterowania maszyny. Po załączeniu – napięcie jest podawane do panelu. Po wyłączeniu, napięcia nie jest podawane do panelu.
4. Włącznik sygnału dźwiękowego. Jak jest włączony, dotknięcie elektrodą do detalu powoduje sygnał dźwiękowy. Podczas drążenia powinien być wyłączony. Jeżeli będzie włączony, elektroda, zamiast poruszać się w dół (drążyć) będzie poruszała się do góry.
5. Włącznik ruchu obrotowego elektrody. Po włączeniu, elektroda się obraca.
6. Włącznik pompy płynu obróbczego. Po włączeniu włącza się pompa, do systemu pompowany jest płyn obróbczy pod ciśnieniem.
7. Włącznik generatora. Po włączeniu prąd jest podawany na elektrodę i na stół roboczy.
8. Włącznik rozpoczęcia drążenia. Po włączeniu, wrzeciennik z zamontowana elektrodą porusza się do dołu, dotknięcie elektrody do detalu powoduje iskrzenie i drążenie otworu. Wyłączenie zatrzymuje drążenie.
9. Przełącznik prądowy nr 1.
10. Przełącznik prądowy nr 2.
11. Przełącznik prądowy nr 2.
12. Przełącznik prądowy nr 3.
13. Przycisk ruchu góra – dół wrzeciennika z elektrodą.
14. Przycisk góra – dół kolumny wrzeciennika.
15. Potencjometr regulujący prędkość ruchu wrzeciennika do dołu. Im mniejsza wartość, tym szybszy ruch wrzeciennika. Zmniejszamy prędkość gdy elektroda pomiędzy prowadnikami drga, jej ruch obrotowy nie jest stabilny.
16. Potencjometr regulacji czasu iskrzenia. Im większa wartość, tym dłużej elektroda dotyka detalu i dłużej iskrzy.
Przełączniki prądowe 1 – 2 – 2 – 3: ich załączenie powoduje regulację natężenia prądu. Im więcej załączonych przycisków, tym większy prąd iskrzenia.